
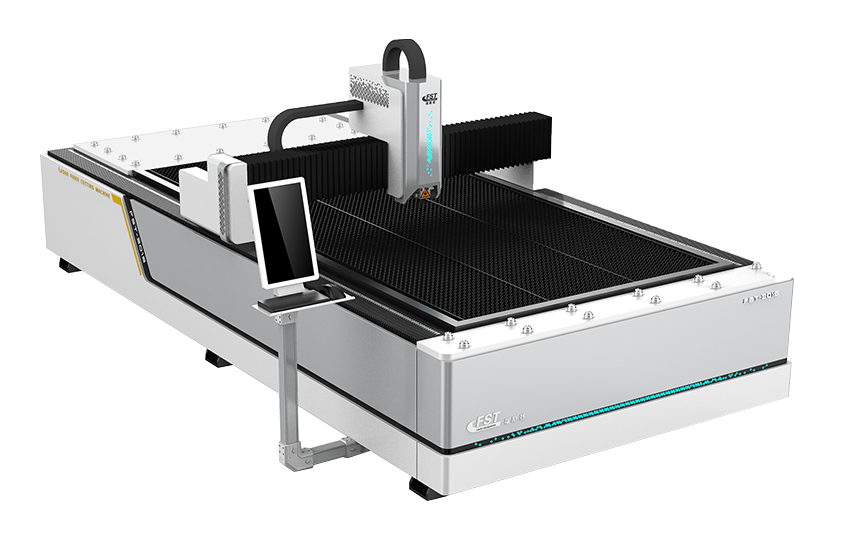
Sparčiai vystantis pramonei,pluošto lazerinio pjovimo staklėsrado platų pritaikymą. Tačiau po ilgo naudojimo šių mašinų pjovimo tikslumas gali šiek tiek nukrypti, todėl gaminiai gali neatitikti norimų standartų. Šiuos nukrypimus dažnai lemia židinio nuotolio problemos. Todėl labai svarbu suprasti, kaip kalibruoti lazerinio pjovimo mašinų pjovimo tikslumą. Čia nagrinėsime pluošto lazerinio pjovimo mašinų pjovimo tikslumo reguliavimo metodus.
Kai lazerio taškas nustatytas iki mažiausio dydžio, atlikite taškinį bandymą, kad nustatytumėte pradinį efektą. Židinio padėtį galima nustatyti įvertinant lazerio taško dydį. Kai lazerio taškas pasiekia minimalų dydį, ši padėtis rodo optimalų apdorojimo židinio nuotolį ir galite tęsti apdirbimo procesą.
Pradiniuose etapuoselazerinio pjovimo staklėsKalibravimo metu galite naudoti bandomąjį popierių arba atraižas, kad atliktumėte taškinius bandymus ir nustatytumėte židinio padėties tikslumą. Reguliuojant lazerio galvutės aukštį aukštyn ir žemyn, lazerio taško dydis taškinių bandymų metu keisis. Pakartotinis reguliavimas skirtingose padėtyse padės nustatyti mažiausią lazerio tašką, o tai leis jums nustatyti optimalų židinio nuotolį ir geriausią lazerio galvutės padėtį.
Po įdiegimopluošto lazerinio pjovimo staklės, ant CNC pjovimo staklės antgalio sumontuotas įbrėžimo įtaisas. Šis įtaisas naudojamas imituojamam pjovimo šablonui, kuris yra 1 metro kvadratas su jame įbrėžtu 1 metro skersmens apskritimu, įbrėžti. Įstrižainės brėžiamos iš kvadrato kampų. Baigus brėžti, matavimo įrankiais patikrinama, ar apskritimas liečia keturias kvadrato kraštines. Kvadrato įstrižainių ilgis turėtų būti √2 metrai, o apskritimo centrinė ašis turėtų dalinti kvadrato kraštines pusiau. Taškai, kuriuose centrinė ašis kerta kvadrato kraštines, turėtų būti 0,5 metro atstumu nuo kvadrato kampų. Išmatavus atstumą tarp įstrižainių ir susikirtimo taškų, galima nustatyti įrangos pjovimo tikslumą.
Įrašo laikas: 2024 m. rugpjūčio 20 d.